

新闻中心
公司主要定位于金刚石新材料的开发与应用
数控加工时如何选择合适的铣刀和铣削方式?
发布时间:
2020-02-10 10:54
来源:
选择合适的铣削刀具,在面铣加工中采用滚动切入法,以及在条件适合时用铣刀进行孔加工,制造商可以在无需投资购买新设备的情况下,大幅提高生产能力,提高加工效率而节省大量时间和成本。
在选择适合加工任务的铣刀时,必须考虑被加工零件的几何形状、尺寸和工件材质的各种问题。
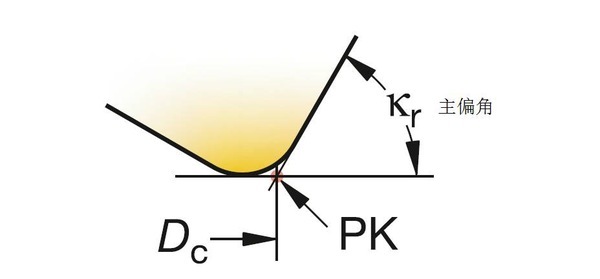
铣刀主偏角
主偏角为切削刃与切削平面的夹角。主偏角对径向切削力和切削深度影响很大。径向切削力的大小直接影响切削功率和刀具的抗振性能。
铣刀的主偏角越小,其径向切削力越小,抗振性也越好,但切削深度也随之减小。
在铣削带方肩的平面时选用 90°主偏角。该类刀具通用性好,在单件、小批量加工中选用。由于该类刀具的径向切削力等于切削力,进给抗力大,易振动,因而要求机床具有较大功率和足够的刚性。
在加工带方肩的平面时,也可选用88°主偏角的铣刀。较之90°主偏角铣刀,其切削性能有一定改善。90°方肩铣刀进行平面铣削的情况也十分常见。在某些情况下,这 种选择有其合理性。铣削的工件形状不规则,或铸件表面会导致切深量发 生变化,方肩铣刀可能是最佳选择。但在其他情况下,选用标准的45° 面铣刀可能会获益更多。
当铣刀的切入角小于90°时,由于切屑变薄,轴向切屑厚度会小于 铣刀的进给率,则铣刀切入角将对其适用的每齿进给量产生很大的影响。
在面铣加工中,切入角为45°的面铣刀会使切屑变得更薄。随着切入角的减小,切屑厚度会小于每齿进给量,而这反过来可以使进给率提高到原来的1.4倍。 45°主偏角铣刀的径向切削力大幅度减小,约等于轴向切削力,切削载荷分布在较长的切削刃上,具有很好的抗振性,适用于镗铣床主轴悬 伸较长的加工场合。用该类刀具加工平面时,刀片破损率低,耐用度高; 在加工铸铁件时,工件边缘不易产生崩刃。
上一页
下一页
相关新闻
选择合适的铣削刀具,在面铣加工中采用滚动切入法,以及在条件适合时用铣刀进行孔加工,制造商可以在无需投资购买新设备的情况下,大幅提高生产能力,提高加工效率而节省大量时间和成本。
联系方式

-
杭州万顺金刚石工具有限公司
电话:0571-86383128
传真:0571-86371798
邮箱:wstools@wstools.net